Soudage TIG
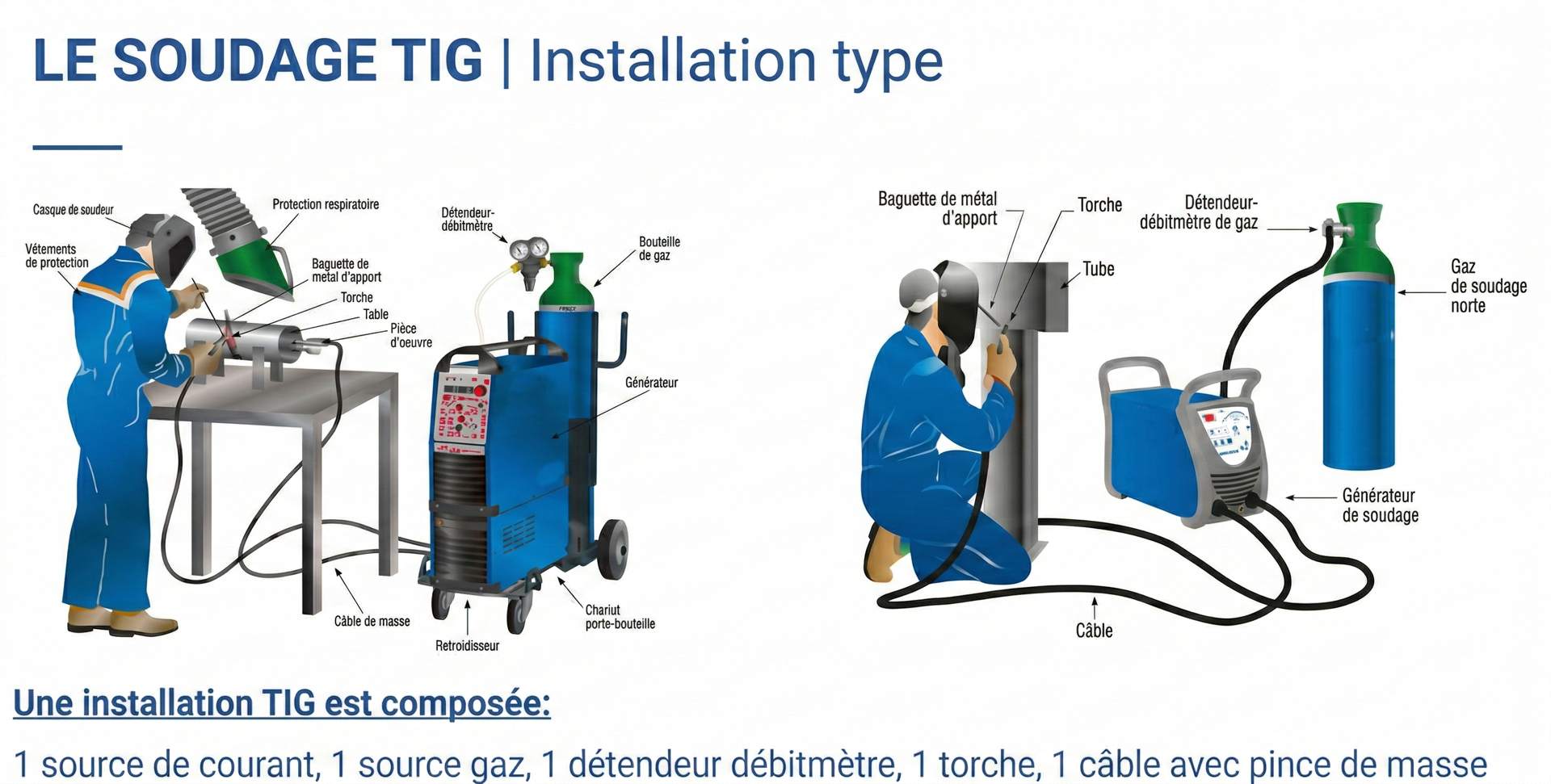
Le soudage TIG (Tungsten Inert Gas) ou GTAW (Gas Tungsten Arc Welding) est un procédé de soudage à l'arc utilisant une électrode de tungstène non fusible et un gaz de protection inerte (argon, mélanges argon-hélium ou argon-hydrogène). Le soudage TIG peut être effectué avec ou sans apport de métal. Il permet d'obtenir un cordon soudure de qualité.
Lecture : 10 min

Le soudage TIG est un procédé de soudure à l’arc électrique, sous flux gazeux, utilisant une électrode en tungstène non fusible. Le gaz inerte protège le bain de fusion de l’oxydation : souvent de l’argon seul ou des mélanges argon hélium ou argon hydrogène. Un métal d’apport est généralement ajouté manuellement pour créer la soudure.
Dans cet article, Air Liquide vous explique les différentes caractéristiques du procédé de soudage TIG :
- le principe général,
- les gaz de protection,
- les avantages,
- la mise en oeuvre et les applications,
- les variantes avancées du procédé TIG,
- les matériaux,
- les précautions à prendre.
En quoi consiste le procédé de soudage TIG ?
Le procédé TIG se caractérise par la génération d’un arc électrique qui fournit l'énergie et la chaleur nécessaires à la fusion des pièces à assembler.
Cet arc est créé entre une électrode non fusible en tungstène (W) et les pièces à souder, le tout sous une protection gazeuse inerte (argon ou mélanges argon-hélium) ou légèrement réductrice (mélanges argon-hydrogène ou argon-hélium-hydrogène).
Le soudage TIG peut être utilisé pour l’assemblage de nombreux matériaux métalliques : aciers faiblement ou fortement alliés (acier inoxydable), aluminium, cuivre, alliages à base de nickel ou titane. Dans le cas des aciers inoxydables ou du titane, il est souvent nécessaire de protéger l’envers de la soudure, en plus de la protection endroit ; c’est pourquoi il faut utiliser un gaz de protection envers pour protéger l’envers de la soudure (pénétration) afin d’éviter l’oxydation et la formation de rochage.
Le TIG est généralement utilisé pour souder des pièces de faibles à moyennes épaisseurs.
Le soudage TIG peut être manuel, automatique et robotisé. Pour en savoir plus sur le soudage TIG automatique, lisez notre article : Soudage TIG automatique.
Ce procédé permet d’obtenir des soudures de haute qualité. Il est très apprécié dans les secteurs industriels où les exigences de qualité des cordons de soudure sont très élevées.
Selon le pays le procédé de soudage à l’arc sous protection gazeuse inerte avec électrode non fusible peut-être désigné de différentes manières :
- TIG = Tungsten Inert Gas
- WIG = Wolfram Inert Gas
- GTAW = Gas Tungsten Arc Welding
Il existe également une classification numérique des procédés de soudage selon la norme NF EN ISO 4063 :
- 141 = soudage TIG avec fil d’apport
LE SOUDAGE TIG : avantages et inconvénients
| Avantages | Inconvénients |
|---|---|
|
|
Avez-vous des questions sur le soudage TIG ?
Quels sont les gaz ou mélanges de gaz utilisés pour le soudage TIG ?
En soudage TIG, le gaz de protection aura pour fonction de :
- garantir l’intégrité et la longévité de l’électrode tungstène (W) sensible à l’oxydation à chaud,
- protéger le bain de fusion de l’atmosphère.
Le gaz le plus couramment utilisé est l'argon (ARCAL™ Prime), seul ou en mélanges en fonction des performances souhaitées et des matériaux à souder :
- Argon seul : protection optimale, soudures de haute qualité. L'argon est le gaz de protection idéal pour le soudage des aciers au carbone, des aciers inoxydables, et des aluminiums grâce à sa capacité à fournir un arc stable, à protéger le bain de fusion de l'oxydation et à maintenir la composition chimique des matériaux.
- Mélanges argon-hélium : convient à tous les matériaux métalliques et est idéal pour le soudage de l'aluminium épais. Grâce à sa haute conductivité thermique et aux avantages qu'il procure (pénétration et vitesse plus élevées, meilleur mouillage, baisse de la température de préchauffage etc.), l'ajout d'hélium sera prioritairement utilisé sur des aluminiums de fortes épaisseurs. Pour bénéficier des avantages de l'hélium tout en conservant les propriétés de l'argon, des mélanges argon-hélium jusqu'à 70 % d'hélium peuvent être utilisés.
- Mélanges argon-hydrogène ou argon-hélium-hydrogène : l'hydrogène convient uniquement aux travaux de soudage des aciers inoxydables austénitiques. Ce gaz augmente l'énergie disponible pour le soudage et permet d'obtenir des pénétrations plus importantes et/ou une vitesse de soudage plus élevée. L’hydrogène donne aussi un aspect brillant à la soudure grâce à son caractère réducteur.
Le saviez-vous ?
En soudage TIG, sur les aciers inox austénitiques, le gaz utilisé pour la protection endroit peut être le même pour la protection envers. Si vous utilisez de l’argon pour la protection endroit, alors vous pouvez également utiliser de l’argon pour la protection envers. Pour une meilleure protection envers de la pénétration, vous pouvez aussi utiliser de l’azote ou un mélange azote-hydrogène.
Par ailleurs, pour le soudage des aciers duplex et super-duplex, l’apport d’azote en faible teneur dans le gaz de protection renforce l’équilibre austéno-ferritique. Ce qui améliore les caractéristiques mécaniques et augmente la résistance à la corrosion.
Pour réaliser des soudures de qualité optimale, la gamme ARCAL™ d’Air Liquide vous offre les gaz adaptés à tous vos besoins.
Avantages des procédés de soudage TIG
Voici les principaux avantages du soudage TIG :
- Soudures de haute qualité. Ce procédé est le plus adapté pour garantir la qualité des passes de pénétration (dans le soudage d’équipements ou de “pipes” sous pression, par exemple).
- Il peut être utilisé pour souder n’importe quel matériau métallique, aussi bien en soudage manuel qu’en soudage automatique.
- Il permet de souder en position.
- Il se caractérise par des émissions de fumées plus faibles (cependant des équipements de protection individuelle et une aspiration des fumées reste indispensable) et sans projection.
- Le matériel de soudage manuel est compact et dispose d’un cycle de soudage adapté à la nuance des matériaux (pré-gaz, montée progressive du courant, pulsé ou lisse, évanouissement d’arc, post-gaz etc.).
Le soudage TIG est un procédé qui exige une grande dextérité de la part du soudeur.
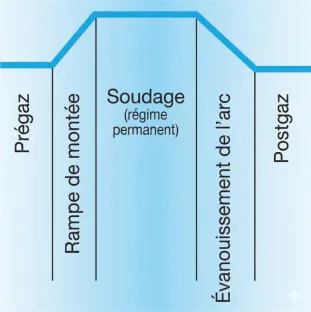
Le saviez-vous — Cycle de soudage :
- Prégaz : purge les canalisations avant amorçage.
- Courant et temps initial de soudage : permet de préchauffer une pièce et de se positionner correctement sur le joint à souder.
- Rampe de montée : permet une montée progressive du courant de soudage.
- Évanouissement de l'arc : évite le cratère en fin de soudage et les risques de fissuration, particulièrement en alliage léger.
- Courant et temps final : permet le soudage en position, en relançant un cycle de soudage sans interruption de l’arc.
- Postgaz : protection de la pièce et de l’électrode tungstène.
Avez-vous des questions sur le soudage TIG ?
Mise en oeuvre et domaines d'application du soudage TIG
Le soudage TIG peut être utilisé en mode manuel, automatique ou robotisé pour souder tous les types de matériaux métalliques. Le soudage manuel est le plus répandu.
Lorsque le soudage d'épaisseurs plus importantes est nécessaire, le soudage TIG est utilisé pour la passe de pénétration. D'autres procédés plus productifs (MIG metal inert gas / MAG metal active gas), fil fourré, arc submergé) sont utilisés pour le remplissage. Son principal avantage est la résistance des cordons de soudure.
Le soudage TIG est utilisé dans les industries où les exigences de qualité sont très élevées, telles que : les équipements sous pression, l'industrie alimentaire, l'aéronautique ou le nucléaire.
Le soudage TIG permet un réglage précis des paramètres afin de mieux contrôler le processus. Des soudeurs qualifiés et expérimentés sont requis pour atteindre la qualité attendue du travail fini.
À partir du TIG, d'autres techniques peuvent être mises en œuvre, comme par exemple :
- Soudage TIG orbital. Pour en savoir plus, lisez.
- Soudage multimode (combinaison du TIG avec d'autres procédés tels que : plasma, MIG/MAG).
- Soudage robotisé. Pour en savoir plus, lisez.
- Soudage de métaux TIG multicathode : un procédé de soudage à arc consistant à utiliser plusieurs torches solidaires (2 à 4 torches). Cette méthode permet d’augmenter la vitesse de soudage en automatique.
Les variantes avancées du procédé TIG
Si le procédé de soudage TIG (GTAW) est apprécié par sa qualité métallurgique et l'esthétique de ses joints, ses limites intrinsèques (notamment en termes de taux de dépôt et de vitesse d'exécution) ont mené au développement de variantes du procédé plus spécifiques pour souder certains métaux ou pour certaines applications industrielles.
Soudage TIG avec apport de matière semi-automatique
L'automatisation d'amenée du métal d'apport permet de dissocier la gestion de l'arc de celle du dépôt, garantissant une régularité.
- Apport de fil froid ou chaud :
- Le Fil Froid assure une répétabilité parfaite pour les soudures de précision.
- Le Fil Chaud, en préchauffant le métal d'apport, permet d'augmenter le taux de dépôt sans accroître l'énergie thermique sur la pièce, limitant ainsi les déformations.
- TIG avec fil fourré : usage plus courant en MIG/MAG, l'utilisation de fils fourrés en TIG permet d'introduire des éléments d'apport dans le bain de fusion. Cela améliore la stabilité de l'arc sur des surfaces moins préparées et permet un contrôle fin de la composition chimique du cordon de soudure, particulièrement pour les applications de rechargement.
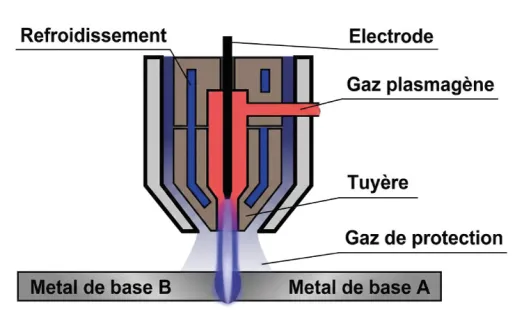
Procédé à haute densité d'énergie : Plasma
Le procédé de soudage plasma s’apparente au procédé TIG sur le même principe que le coupage plasma, l’arc électrique est confiné, forcé dans une tuyère. L’arc est plus rigide et les températures (16 000 à 24 000 °C) en sortie de tuyère sont très supérieures à celles du TIG. Ces températures dans l’arc, transférées à la pièce donnent naissance à un plasma qui permet de traverser la tôle par un jet débouchant (formation d’un “keyhole” en anglais ou trou de serrure) à l’envers du joint.
Ce procédé vise à maximiser la pénétration tout en réduisant la Zone Affectée Thermiquement (ZAT).
Ce procédé de soudage automatique est destiné principalement aux chaudronneries.
Automatisation et productivité
Certaines variantes ont été spécifiquement conçues pour répondre à des contraintes de productivité ou en rapport avec les matériaux à souder.
- TIG Orbital : conçu pour la tuyauterie, ce procédé automatise la rotation de la torche autour d'un tube fixe. Il assure une répétabilité géométrique parfaite, indispensable dans le secteur pharmaceutique ou nucléaire par exemple. La qualité de l'inertage (gaz de protection interne et externe) est ici le facteur critique de succès.
- TIG Multicathodes : en alignant plusieurs électrodes, on peut décomposer les étapes du soudage (pénétration, remplissage, lissage) en une seule opération. C'est la solution privilégiée pour la fabrication de tubes industriels à haute cadence.
Géométries complexes
Pour répondre à des contraintes de forme ou de volume :
- TIG en chanfrein étroit (narrow gap ou tulipe) : pour les pièces de forte épaisseur, cette variante utilise une torche très fine capable de descendre au fond d'un chanfrein aux parois quasi verticales. Cette technique réduit drastiquement le volume de métal d'apport et le temps de soudage global.
Assemblage de précision et systèmes hybrides
- TIG par points : cette méthode permet d'assembler des tôles par recouvrement sans contact mécanique (contrairement au soudage par résistance). Elle est idéale pour les tôles fines où l'aspect esthétique et la répétabilité du point sont primordiaux.
TIG double flux : l'utilisation de deux flux de gaz indépendants permet de constricter l'arc de manière plus stable. Le gaz central assure la colonne d'arc, tandis que le gaz périphérique garantit une protection gazeuse renforcée, particulièrement utile pour les métaux réactifs.
- Procédés de soudage hybrides Laser-TIG : l'arc TIG est couplé à un faisceau laser. Le laser assure une pénétration profonde et étroite, tandis que l'arc TIG favorise l'apport de chaleur.
Avez-vous des questions sur le soudage TIG ?
Les différents métaux approprié pour le soudage TIG
Le soudage TIG est adapté à tous les matériaux.
- Aciers non alliés et faiblement alliés,
- Aciers inoxydables,
- Alliages légers et à base de cuivre,
- Alliages spéciaux (base nickel, titane, zirconium, tantale, etc.).
Des protections complémentaires sont parfois nécessaires, notamment pour réaliser des soudures sur les alliages plus sensibles à l’oxydation (aciers inoxydables, base nickel, titane, zirconium, tantale, etc.). En automatique, l’utilisation d’un “traînard” est indispensable.
Des aciers conventionnels aux alliages les plus réactifs comme le titane ou le zirconium, il est difficile de citer l’ensemble des métaux, toutefois le soudage TIG et ses variantes avancées se distingue par une polyvalence métallurgique qui permet d’assembler la quasi-totalité des métaux.
Quelles précautions pour le soudage TIG ?
Le soudage TIG est un procédé qui permet d'obtenir des soudures de grande qualité, mais qui nécessite de prendre un certain nombre de précautions spécifiques.
Métaux d'apport
Le métal d’apport se présentera sous forme de baguette de soudure pour le soudage manuel, tandis qu’il se présentera sous forme de fil de soudage (bobine similaire au soudage MIG MAG) pour le soudage automatique. La baguette de métal d'apport doit être choisie en fonction du matériau de base, en adaptant son diamètre à l'épaisseur à souder. Consultez votre fournisseur de matériaux ou nos experts Air Liquide.
Polarité
Le soudage TIG est normalement utilisé en polarité directe (DC-), c’est-à-dire que la torche est connectée au pôle négatif du générateur. Toutefois, pour le soudage de l'aluminium, il est recommandé d'utiliser un courant alternatif (AC).
Pour en savoir plus sur la polarité :
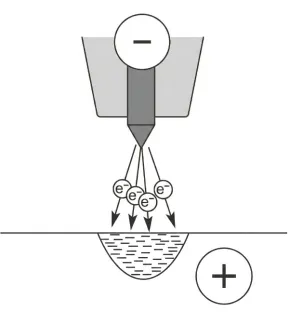
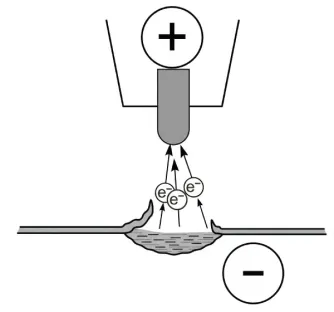
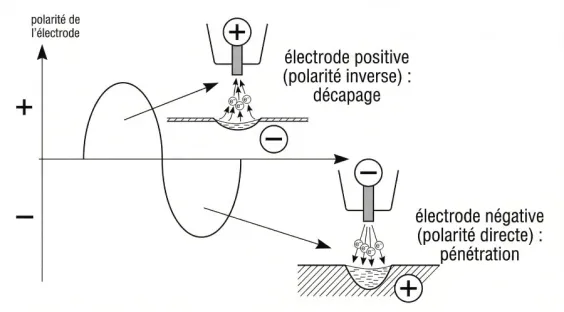
Polarité directe (DC-)
L’électrode est reliée au pôle moins (cathode) du générateur de soudage et émet les électrons. L’anode, étant la pièce à souder, subit le bombardement électronique.
Polarité inverse (DC+)
L’électrode est reliée au pôle plus (anode) et la pièce au pôle moins (cathode). Dans ce cas, la pièce est émissive, l’électrode est soumise au bombardement intense des électrons.
Le courant alternatif (AC)
Ce mode d’alimentation se caractérise par un changement de polarité à chaque demi période. Les électrons circulent alternativement vers l’électrode puis vers la pièce à souder.
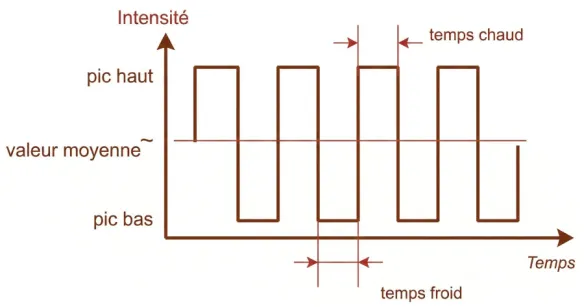
Le courant pulsé
Le courant pulsé est une variante du courant continu, dont l’objet est de maîtriser l’énergie apportée à la pièce. Le courant pulsé engendre une succession de temps froids, avec maintien de l’arc, et de temps chauds (pics d’intensité) qui assurent la pénétration.
Électrode tungstène
L’électrode tungstène est la clé pour obtenir une soudure de qualité. Si l’électrode de tungstène se dégrade ou s’oxyde, l’arc de soudage deviendra instable (erratique) et la soudure présentera des défauts. Les électrodes tungstène sont identifiées par un anneau de couleur à l’extrémité, qui indique le type de tungstène et les matériaux pour lesquels elles peuvent être utilisées, ainsi que le type de courant de soudage (continu ou alternatif). Voici les principales caractéristiques :
- Couleur verte (WP - Tungstène pur), indiquée pour le soudage TIG des alliages légers.
- Couleur grise (WC 20 - 2 % de Cérium), adaptée à tous les types d'aciers alliés et à base de nickel
- Couleur bleue (WLa 20 - 2 % de lanthane), adaptée à tous les matériaux
Note : nous vous recommandons de vérifier auprès de votre fournisseur de matériels de soudage quelles sont les électrodes les plus adaptées à vos besoins.
Contrairement au soudage aluminium, pour le soudage des aciers faiblement et fortement alliés, l’électrode tungstène doit être affûtée.
Important : pendant le processus de soudage, s’assurer que l’extrémité de l’électrode tungstène est correctement affûtée. Un mauvais affûtage ou mauvais état peut entraîner une instabilité de l’arc et générer des défauts de soudage.
- Nettoyage de la surface
Le soudage TIG est un procédé qui exige un degré élevé de propreté de la surface des pièces à assembler, en particulier lorsqu'il s'agit de souder de l'aluminium. - Débit de gaz
Le débit de gaz doit être vérifié pour une protection optimale du bain de fusion et protéger l'électrode contre l'oxygène et l'azote de l'air ambiant (risque d'oxydation).
Air Liquide, en tant qu'expert en gaz et solutions pour le soudage et la découpe (oxycoupage, coupage plasma, etc.), peut vous conseiller sur tous les types de soudage sous flux gazeux (TIG, MIG/MAG, plasma, laser).
Pour des soudures de qualité optimale, la gamme ARCAL™ d’Air Liquide vous offre les gaz adaptés à tous vos besoins.
Avez-vous des questions sur le soudage TIG ?
Découvrez nos solutions





Avez-vous des questions sur le soudage TIG ? Veuillez remplir notre formulaire de contact.
Nos experts vous répondront dans les plus brefs délais.
Vous voulez en savoir plus?
En savoir plus
- Soudage TIG / de métaux
- Soudage plasma
- Défauts de soudage (Matériel de soudage, matériel de soudure)
- Mélanges de gaz pour le soudage par fusion
- Procédé de brasage
- Découpe plasma
- Procédé d'arc submergé
- Soudage à l'arc plasma
- Le procédé de soudage MIG/MAG (GMAW)
- Quelle est la différence entre les procédés de soudage MIG et MAG
- Métal d'apport
- Cuivre et alliage
- Poste de soudage
- Température de fusion du métal
- Le métal d'apport
- Les cagoules et masques de soudeurs
- Torche de soudage
- Soudage par résistance
- Le procédé d'oxycoupage
- Découpe laser
- Procédés de soudage
- Soudage à l'arc électrique
- Gaz inerte pour le soudage
- La découpe laser et domaines d'application
- Métal d'apport en MIG/MAG
- Soudage mma vs tig
- Type de soudage
- Qualité de soudage
- Soudage par points
- Soudage mma
- Positions de soudage
- Avantage soudage
- Soudage manuel
- Tension de soudage
- Formation au soudage
- Applications du soudage
- Soudure tôle fine
- Cycle de soudage, facteur de marche
- Guide du soudeur
- Fournisseur gaz experts soudage, soudage industriel
- Cordon de soudure
- Vitesse de soudage
- Tig lift
- Soudures visibles
FAQ
- Comment souder de l'acier ?
- Comment souder l'acier galvanisé ?
- Comment souder l'aluminium ?
- Comment souder l'acier inoxydable ?
- Comment choisir le gaz à utiliser en MIG ou MAG ?
- Comment choisir le gaz à utiliser en TIG ou Plasma ?
- Comment éviter les surconsommations de gaz de soudage ?
- Utiliser un fil fourré, pourquoi ?
- Comment régler le débit de gaz en soudage ?
- Quelle est la différence entre brasage et soudage ?
- Quels sont les défauts de soudage les plus communs ?
- Quel est l'impact de la pureté du gaz de soudage et coupage ?