
Chimie de base : transition vers un avenir durable
L'industrie chimique a pour obligation d’optimiser sa gestion des COV pour se conformer aux réglementations et directives européennes. En parallèle, elle doit aussi renforcer la sécurité des procédés de fabrication. Air Liquide a intégré dans son portefeuille, des solutions pour aider les industriels à répondre à ce cadre réglementaire strict.
Nos solutions pour la décarbonation des procédés








Besoin de plus d'informations sur nos solutions pour la chimie de base ?
Nos experts vous assistent dans votre projet en vous proposant les solutions les plus adaptées à vos besoins.
Au service de l’industrie pour atteindre ses objectifs de décarbonation
Avec son équipe d'experts, Air Liquide accompagne tous ses clients dans la mise en œuvre de ces applications, de la phase de démarrage à la phase de production.

Moussage de polymères avec du CO2
Le moussage du plastique est un processus de production de matériaux possédant une structure cellulaire utilisés comme isolants phoniques et thermiques dans le bâtiment et l'emballage. La problématique industrielle repose sur l'allègement des structures, notamment pour la mobilité électrique, sans avoir comme effets de dégrader la rigidité ni augmenter les coûts. L'imprégnation du polymère par du CO2 en phase liquide ou supercritique représente une solution technique directe. Le CO2 offre plus de sécurité à moindre coût que les agents moussants. Les experts Air Liquide maîtrisent l'ingénierie des installations CO2 haute pression pour optimiser les caractéristiques des plastiques obtenus par moussage.

Moulage par injection d’azote
Ce procédé consiste à injecter de l'azote à haute pression pour projeter de la matière plastique contre les parois d'un moule et fabriquer de grandes pièces creuses et légères.
L'azote remplace ici la pression de maintien mécanique traditionnelle. Dans les secteurs de la chimie de base, la précision géométrique représente une exigence absolue. Le moulage à l'azote haute pression supprime les retassures (Marques de surface dues au retrait), autorise la fabrication de pièces techniques. Pour répondre à ces challenges industriels, Air Liquide maîtrise le skid surpresseur d'azote qui a pour rôle de pressuriser l'azote basse ou moyenne pression d'un stockage liquide ou d'un générateur en une source haute pression stable, de 300 à 650 bar selon les besoins industriels.

Inertage de systèmes
Systèmes fermés
Les gaz inertes tels que l'azote, l'argon ou le CO2 sont utilisés pour protéger les produits chimiques des risques de perte de qualité ou d’explosion liés à la présence d’oxygène ou d’humidité dans l’air.
Les réservoirs ou stockages à inerter sont initialement purgés pour réduire la concentration en oxygène dans le ciel gazeux puis la maintenir à des niveaux permettant d'éviter les explosions ou l'oxydation des produits.
Systèmes ouverts
Les trémies des machines d'extrusion de plastique ou les chambres de réticulation des encres à l’eau pour l’impression de films plastiques peuvent avoir besoin d’être inertées pour des questions de qualité ou de productivité.

Contrôle de température des réactions chimiques
Les solutions cryogéniques conviennent pour contrôler des températures inférieures à -40 °C, plus basses que celles obtenues avec les systèmes mécaniques.
À cet effet, l'azote liquide est le produit cryogénique le plus couramment utilisé, soit directement, soit indirectement pour refroidir le milieu réactionnel.
Les unités de refroidissement ALASKA d'Air Liquide régulent la température à +/-1 °C.
Face aux réactions exothermiques complexes, ces centrales garantissent une puissance constante. De plus sans machine tournante ni CFC, elles réduisent la maintenance.

Récupération des composés organiques volatiles (COV)
Le choix d’une technologie pour diminuer les émissions de COV à l’atmosphère de façon à répondre aux standards de la réglementation impose d’intégrer plusieurs paramètres techniques, en particulier : le débit des gaz, la concentration des solvants, la variabilité du flux, les caractéristiques des molécules.
Air Liquide maîtrise deux technologies :
- La condensation cryogénique pour les débits d’effluents typiquement inférieurs à 5 000 m3/h avec des concentrations de substances COV émises supérieures à un pour cent. L’azote liquide utilisé pour refroidir ne présente pas de contact avec les composés organiques, les industriels peuvent donc le réutiliser en production.
- L’adsorption sur charbon actif avec régénération à l’azote gazeux pour les débits élevés d’effluents, typiquement supérieurs à 5 000 m3/h, avec des concentrations en COV inférieures à un pour cent. La récupération des composants adsorbés sur charbon actif se produit sous l’effet de la chaleur dans un flux d’azote, puis par une désorption
Ces solutions permettent aux industriels de la chimie de respecter les seuils de polluants atmosphériques tout en intégrant la récupération de solvants.
COV et COVNM : quelle différence ?
La principale différence entre les COV (composés organiques volatils) et les COVNM réside dans l'exclusion du méthane (CH4). Les COV (composés organiques volatils) regroupent la famille de substances chimiques à base de carbone hautement volatils, y compris le méthane. À l'inverse, les COVNM (COV non méthaniques) excluent spécifiquement le méthane (CH4) du calcul des émissions. Cette distinction entre composés organiques volatils et composés organiques volatils non méthaniques est fondamentale car le méthane présente une réactivité atmosphérique différente et a un impact sur l’environnement nettement moindre sur la formation d’ozone par rapport aux autres COV.
Le contrôle des émissions de polluants à l’atmosphère comme les COV ayant origine dans les activités industrielles en Europe et impacts sont réglementées par la directive européenne 2010/75/UE (IED - Directive sur les émissions industrielles).

Modes d’approvisionnement fiables et sur mesure
La transition énergétique impose aux industriels de réduire l'empreinte carbone de leurs procédés.
Air Liquide décarbone sa production classique d’hydrogène via trois leviers : le captage du CO2 généré par le réformage du méthane, l'utilisation de biométhane, et l'électrolyse de l'eau alimentée par des énergies renouvelables ou bas carbone.
Parallèlement, l'approvisionnement traditionnel en gaz par voie cryogénique nécessite une étape de liquéfaction très énergivore. Air Liquide y répond en déployant des systèmes de production sur site d'oxygène et d'azote gazeux. Ce modèle assure une fourniture continue à la demande tout en supprimant la liquéfaction, contribuant ainsi à la réduction directe de l'empreinte carbone des gaz fournis.

ECO ORIGIN™
La réduction des émissions du Scope 3 est un impératif technique et réglementaire pour la filière chimique.
Air Liquide propose les gaz ECO ORIGIN™, des approvisionnements en oxygène, azote, argon et dioxyde de carbone produits exclusivement à partir de sources d'énergies renouvelables ou sources d’origine biogénique.
Cette solution permet une diminution immédiate, jusqu'à 87 %, de l'empreinte carbone des gaz process. Cette réduction est calculée et certifiée conforme aux normes ISO 14020/14021 et ISO 14067, sécurisant ainsi le reporting environnemental des industriels.
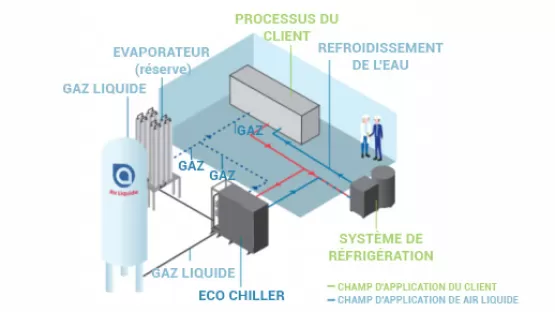
Eco Chiller
De nombreux secteurs de l'industrie consomment une quantité importante d'électricité pour vaporiser les gaz liquides et refroidir ses procédés. Air Liquide répond à cette double problématique énergétique avec l'Eco Chiller.
Ce système d'échange thermique utilise l'énergie dégagée lors de la vaporisation du gaz pour pré-refroidir les circuits d'eau industriels ayant comme principal avantage de supprimer l'usage d'électricité pour ces deux étapes. En abaissant la consommation énergétique globale, l'Eco Chiller réduit les émissions de CO2 du Scope 2, en synergie directe avec l'abattement du Scope 3 permis par la gamme ECO ORIGIN™.
Besoin de plus d'informations sur nos solutions pour la chimie de base ?
Nos experts vous assistent dans votre projet en vous proposant les solutions les plus adaptées à vos besoins.
Gaz bas carbone




Vous avez des questions sur l'industrie chimique de base ? Veuillez remplir notre formulaire de contact.
Nos experts vous répondront dans les plus brefs délais.
Tous les secteurs de l’industrie chimique
- Industrie chimique
- Raffineries : transition énergétique et réduction des émissions
- Pétrochimie : transition énergétique et durabilité
- Chimie de spécialités : contrôle des émissions et décarbonation des procédés
- Récupération des vapeurs de GNL avec de l’azote liquide
- Enrichissement en oxygène des unités Claus