
Chimie de spécialités : contrôle des émissions et solutions bas carbone
La chimie de spécialité est confrontée aux défis pressants de la transition énergétique et des réglementations de plus en plus strictes. Pour y répondre, le développement de processus décarbonés est une priorité stratégique. Air Liquide accompagne l’activité de ce secteur avec des solutions expertes d'inertage, de contrôle thermique haute précision et de gaz certifiés bas carbone.
Nos solutions pour atteindre les objectifs de décarbonation de la chimie de spécialité







Besoin d’informations sur nos solutions pour la chimie de spécialités ?
Nos experts vous assistent dans votre projet en vous proposant les solutions les plus adaptées à vos besoins.
Répondre aux enjeux du secteur
Avec son équipe d'experts, Air Liquide accompagne tous ses clients dans la mise en œuvre de ces applications, de la phase de démarrage à la phase de production.

Inertage de systèmes
Systèmes fermés
L’utilisation des gaz inertes à quelques bars, de pression tels que l’azote, l’argon ou le CO2 (utilisé pour de l’inertage de systèmes qui fonctionnent en circuit fermé, dans des centrales nucléaires ou des combustibles solides) est essentielle pour protéger les produits chimiques des risques de perte de qualité ou d’explosion liés à la présence d’oxygène ou d’humidité dans l’air.
Les cuves ou réservoirs de stockage à inerter sont initialement purgés pour assurer une réduction de la concentration en oxygène dans le ciel gazeux puis la maintenir à des niveaux permettant d’éviter les explosions pour garantir la sûreté des installations ou l’oxydation des produits.
Systèmes ouverts
Les trémies des machines d'extrusion de plastique ou les chambres de réticulation des encres à l’eau pour l’impression de films plastiques ont besoin d’être inertées pour des questions de qualité ou de productivité.
L’expertise d’Air Liquide repose sur la maîtrise complète du flux d’inertage, depuis la fourniture des molécules d’azote, d’argon ou de CO2 jusqu’à leur injection précise dans les réacteurs ou réservoirs. Le Groupe conçoit des skids d’inertage sur mesure, véritables interfaces de régulation qui stabilisent l’atmosphère protectrice grâce à une détente haute précision qui fonctionnent à quelques bars de pression et une instrumentation complète intégrable au système de contrôle de l’usine. Le principal avantage de cette approche technique, axée sur l’ingénierie de sécurité et le pilotage de la performance, garantit l’intégrité des installations pétrochimiques en maintenant un niveau d’oxygène sous le seuil d’explosivité et d’oxydation.

Refroidissement de réacteurs par cryogénie
L'industrie chimique de spécialité requiert une régulation stricte des réactions exothermiques pour garantir la qualité des produits ainsi que la sécurité des installations.
Le fonctionnement de systèmes de refroidissement standards qui utilisent de l'eau glycolée, ou des systèmes de froid mécanique, n'est pas possible dans des conditions en dessous de -40 °C ou lorsque l'exothermicité de la réaction exige une puissance de refroidissement instantanée.
Un défaut de régulation thermique engendre des contraintes critiques :
- Détérioration des produits et hausse des impuretés.
- Risques d’emballement mettant à risque la sûreté industrielle.
- Surconsommation énergétique pour stabiliser le système.
L'utilisation de l'azote liquide comme agent de refroidissement apporte une réponse à ces problématiques au regard de sa grande réserve de puissance de frigorie. Les centrales froides ALASKA™, d'Air Liquide, maîtrisent la régulation thermique par un apport contrôlé d’azote liquide.

Récupération des composés organiques volatiles (COV)
Air Liquide propose deux technologies de récupération de COV :
- la condensation cryogénique pour les débits d'effluents typiquement inférieurs à 5 000 m3/h et des concentrations en COV supérieures à un pour cent. L'azote liquide utilisé pour refroidir n'est pas en contact avec les composés organiques et peut être réutilisé sous forme gazeuse ;
- l’adsorption sur charbon actif avec régénération à l'azote gazeux pour les plus grands débits d'effluents typiquement supérieurs à 5 000 m3/h et des concentrations en COV inférieures à un pour cent. La récupération des composants adsorbés sur charbon actif s'effectue sous l'effet de la chaleur dans un flux d'azote suivi d'une désorption sous vide.
Les principaux avantages de ces 2 solutions face aux solutions classiques :
- La condensation cryogénique permet de récupérer les solvants à forte concentration.
- L'adsorption sur charbon actif traite les grands débits à faible concentration.

Approvisionnement fiable et sur mesure
Engagé dans la transition énergétique, Air Liquide déploie des solutions pragmatiques pour décarboner l'industrie. La production d'hydrogène s'appuie désormais sur le captage de CO2 (SMR couplé à Cryocap™), l'usage de biométhane et l'électrolyse de l'eau alimentée par des énergies renouvelables. Pour l'oxygène et l'azote, Air Liquide privilégie la production sur site sous forme gazeuse. Cette approche est énergétiquement plus efficace que la liquéfaction cryogénique traditionnelle, et permet ainsi de réduire ainsi l'empreinte carbone globale tout en assurant un approvisionnement continu tout en minimisant l'impact environnemental du transport.

ECO ORIGIN™
La décarbonation des approvisionnements (Scope 3) est un enjeu réglementaire majeur pour l'industrie chimique.
Air Liquide répond à cette problématique avec ECO ORIGIN™, une offre de gaz (oxygène, azote, argon, CO2) produite exclusivement à partir d'énergies renouvelables ou de sources biogéniques, contribuant à la réduction du bilan environnemental.
Cette solution permet de réduire jusqu'à 87 % l'empreinte carbone des gaz intégrés aux procédés. Cette performance est mesurable et strictement certifiée selon les normes ISO 14020/14021 et ISO 14067, garantissant ainsi la fiabilité et la conformité des bilans carbone industriels.
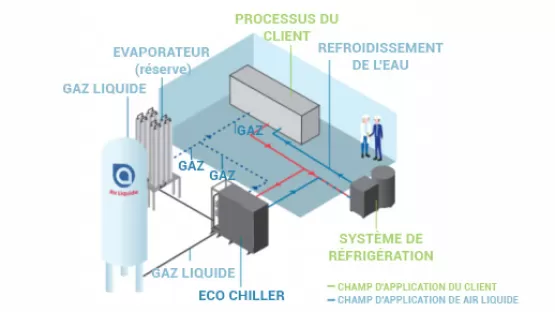
Eco Chiller
La vaporisation des gaz liquides et le refroidissement des procédés industriels sont deux opérations très consommatrices d'électricité de puissance.
Air Liquide déploie l'Eco Chiller, un puissant système automatisé de refroidissement industriel et récupération d'énergie cryogénique.
Le principe de fonctionnement de cet échangeur thermique est simple. Il valorise les frigories dégagées par la vaporisation du gaz pour refroidir l'eau process du client, en circuit de boucle.
Cet équipement permet ainsi de vaporiser le gaz sans électricité et de réduire la charge énergétique des unités de froid industrielles.
Cette importante baisse directe de la consommation électrique diminue les émissions de CO2 liées au Scope 2, agissant en parfaite complémentarité avec l'abattement du Scope 3 permis par l'utilisation des gaz bas carbone ECO ORIGIN.
Besoin d’informations sur nos solutions pour la chimie de spécialités ?
Nos experts vous assistent dans votre projet en vous proposant les solutions les plus adaptées à vos besoins.
Gaz bas carbone




Avez-vous des questions sur nos solutions pour la chimie de spécialités ? Veuillez remplir notre formulaire de contact.
Nos experts vous répondront dans les plus brefs délais.
Solutions gaz pour tous les secteurs de l’industrie chimique
- Industrie chimique
- Raffineries : transition énergétique et réduction des émissions
- Pétrochimie : transition énergétique et durabilité
- Chimie de base : transition vers un avenir durable
- Récupération des vapeurs de GNL avec de l’azote liquide
- Enrichissement en oxygène des unités Claus
- Moussage des plastiques par injection de CO₂
- Fabrication de pièces en plastique moulées par injection d’azote