Le procédé de brasage
Le brasage est un procédé à la flamme oxyacétylénique permettant l’assemblage de pièces métalliques par capillarité, ne nécessitant pas la fusion des pièces à souder.
Lecture : 5 min
Contrairement à une soudure, pour réaliser une brasure, on ne fond pas les pièces mais on fond le métal d’apport. La température de fusion du métal d’apport est inférieure à celle des pièces à assembler. A la différence du soudage, il n’y a pas de continuité chimique dans le brasage: le métal d’apport utilisé est de nature différente de celle des pièces. Les métaux d’apport utilisés pour réaliser les brasures sont souvent des alliages de cuivre, étain ou argent par exemple, et se présentent entre autres sous forme de baguettes.
Qu’est-ce que le brasage ?
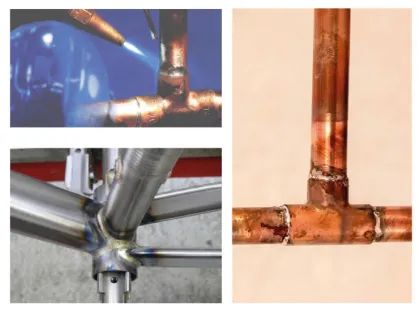
Le brasage consiste à assembler des pièces métalliques à l’aide d’un métal d’apport ayant une température de fusion inférieure à celle des pièces à assembler. Le métal d’apport pénètre par capillarité entre les pièces à assembler préalablement décapées. Le brasage est très souvent utilisé en plomberie ou pour la fabrication de cycles par exemple. Selon que la température de fusion de la brasure est supérieure ou inférieure à 450 °C, on parle respectivement de brasage fort ou de brasage tendre. L’opération se fait en une seule opération ("d’un bloc"). On parle de liaison intermétallique.
Le brasage est un procédé permanent permettant d’assembler des métaux de natures identiques ou différentes. Ce procédé est particulièrement adapté aux assemblages hétérogènes offrant ainsi plus d'options aux industriels.
Le brasage s’opère à l’aide d’un chalumeau (oxyacétylénique par exemple) ou d’un système de chauffage par induction. Le brasage permet la création d'une phase liquide du métal d’apport sans jamais atteindre la température de fusion des métaux de base. Cette phase liquide est générée soit par la fusion d'un métal d'apport (brasage par fusion / chalumeau), soit par diffusion aux interfaces (brasage par induction). Les méthodes de brasage sont classées selon le mode d'application de la chaleur : au chalumeau, au four, par induction, par immersion ou par résistance. Les alliages de brasage sont généralement identifiés par leurs principaux éléments d'alliage.
Une fois solidifié, l'alliage garantit une tenue par adhérence et ancrage aux surfaces, L’assemblage par capillarité des composants est particulièrement résistant aux contraintes mécaniques et thermiques.
Avez-vous des questions sur le procédé de brasage ?
Brasage tendre et fort
Brasage tendre
Le brasage tendre (ou soudage à l'étain) est un procédé par lequel les métaux sont assemblés en faisant fondre un métal d'apport dans les interstices pour créer des liaisons permanentes et robustes. Le brasage tendre peut ou non présenter une attraction capillaire et s'effectue à une température inférieure à 450 °C, soit une température bien plus basse que le soudage. Ce procédé permet d'assembler différents métaux, notamment le cuivre, le laiton et l'or, entre autres. Tout comme le brasage fort, le brasage tendre utilise un flux (décapant) pour renforcer et améliorer ses propriétés mécaniques.
Brasage fort et soudobrasage
Le brasage fort (ou brasage dur) implique des températures supérieures à 450°C. Par exemple, pour une brasure sur un alliage argent-cuivre, les températures de fusion employées pour assembler les pièces sont comprises en moyenne entre 600 °C et 900 °C. Les brasures de laiton ou cuivre sont réalisées à une température de fusion allant de 700 °C à 1 180 °C.
Le brasage fort est utilisé par les soudeurs professionnels dans la fabrication d'équipements de levage de charges légères et pour assembler des matériaux tels que l'acier (au carbone ou galvanisé), le nickel, l'aluminium, le cuivre (et leurs alliages), ainsi que la fonte.
Le brasage fort inclut le soudobrasage.
Soudobrasage
La particularité du soudobrasage est la température de fusion des pièces à assembler : en soudobrasage, on assemble avec un métal d’apport dont la température de fusion est inférieure à celle des pièces à assembler, et avec une technique opératoire différente, à savoir « de proche en proche ». La zone à chauffer (avec le métal d’apport) est déplacée au fur et à mesure. Le soudobrasage nécessite aussi un décapant sous forme de poudre ou de pâte pour favoriser le mouillage.
Ce procédé est très utilisé par les professionnels du soudage pour les travaux sur les conduites de gaz, notamment grâce à l'utilisation de métaux d'apport tels que les alliages d'argent à 40 %.
Métal d’apport et préparation
Un travail de préparation est obligatoire concernant l’état de surface des pièces avant le brasage quel que soit le type de matériau travaillé (nickel, alliages d'aluminium, ou autre). Pour braser efficacement, les critères suivants sont à prendre en compte : la capillarité, le jeu (dimension capillaire), et la mouillabilité (mouillage), le métal d'apport et le décapant.
Capillarité
La capillarité est la capacité du métal d'apport à remonter entre deux pièces à assembler et est fortement influencée par le jeu.
Jeu (dimension capillaire)
Il faut définir le jeu entre les deux surfaces (dimension capillaire). Il faut calculer cet écart à apporter, et placer les tubes ou pièces de manière à ce qu’ils respectent cet écart, afin que la liaison avec le métal d’apport soit idéale. Le jeu a une grande influence sur la résistance mécanique de l'assemblage.
Lorsque le jeu augmente, la résistance mécanique diminue mais elle diminue également lorsque le jeu est trop faible (le métal d’apport n’arrive pas à pénétrer). Par exemple, un jeu correct se situe entre 0,1 mm et 0,2 mm sur acier pour du produit d’apport Laiton.
Mouillage (ou mouillabilité)
On parle de mouillage lorsque le métal d’apport en fusion s’étale sur une matière solide, c’est-à-dire les pièces à réunir. Le mouillage est l’aptitude du métal d’apport à s’étaler sur une surface. Il existe deux types de mouillage : le mouillage total, et le mouillage partiel. Les principaux facteurs d’influence sont le couple métal d’apport/métal de base, l’état de surface des pièces et la température de surface. Certains éléments comme l’argent ou le phosphore améliorent la mouillabilité.
Métal d'apport
Le choix du métal d’apport se fera suivant certains critères :
- Température de brasage admissible par le métal de base, impérativement inférieure à celle des matériaux de base.
- Résistance mécanique et à la corrosion éventuelle, doit offrir un haut degré de stabilité et de ténacité après refroidissement.
- Compatibilité chimique avec le métal de base
- Forme (Baguette, fil, poudre, préformé en anneau,..)
- Obtention d’un bon mouillage, aptitude à s’étaler efficacement sur les surfaces pour assurer la liaison.
Décapant
Le but du flux décapant ou de la pâte décapante est d’une part de parfaire la préparation de la surface (élimination des oxydes, graisses,...) et d’autre part de protéger les métaux contre l’oxydation à chaud. En effet, au delà d’une certaine température (par exemple env. 800 °C pour les aciers), l’air ambiant entraîne la formation d’oxydes de surface qui empêche l’obtention d’un bon mouillage.
Air Liquide, leader mondial des gaz, des technologies et des services pour l'industrie, peut vous fournir des conseils sur les parties techniques du brasage au chalumeau.
Air Liquide peut vous fournir les gaz combustibles nécessaires au brasage, comme l’acétylène et bien sûr le comburant de base : l’oxygène. Nous pouvons aussi fournir du gaz inerte - dans le cas de soudo-brasage en MIG - respectant les normes en vigueur. N'hésitez pas à consulter notre équipe de spécialistes
Avez-vous des questions sur le procédé de brasage ?
Découvrez nos solutions
-

Soudage industriel
Air Liquide a développé des gaz spécialisés et des services destinés à différents types d'applications (soudage, coupage, et chauffe).
-

Gaz de soudage ARCAL™
Une gamme de gaz dédiée au soudage à l’arc TIG, MIG, MAG et soudage plasma.
-

ALbee™ Weld
Découvrez les petites bouteilles portables et compactes pour le marché du soudage à l'arc.
-

Gaz de soudage oxyacétylènique
FLAMAL™, notre gamme de gaz combustibles stables et à haute énergie pour les applications d'oxycombustion (coupe, chauffage, brasage, redressage...).
-

EXELTOP™
Facile à utiliser, EXELTOP™ permet une manipulation et une mise en œuvre rapide et en toute sécurité des bouteilles de gaz.
Avez-vous des questions sur le procédé de brasage ? Veuillez remplir notre formulaire de contact.
Nos experts vous répondront dans les plus brefs délais.
Vous voulez en savoir plus?
En savoir plus
- Soudage TIG / de métaux
- Soudage plasma
- Défauts de soudage (Matériel de soudage, matériel de soudure)
- Mélanges de gaz pour le soudage par fusion
- Procédé de brasage
- Découpe plasma
- Procédé d'arc submergé
- Soudage à l'arc plasma
- Le procédé de soudage MIG/MAG (GMAW)
- Quelle est la différence entre les procédés de soudage MIG et MAG
- Métal d'apport
- Cuivre et alliage
- Poste de soudage
- Température de fusion du métal
- Le métal d'apport
- Les cagoules et masques de soudeurs
- Torche de soudage
- Soudage par résistance
- Le procédé d'oxycoupage
- Découpe laser
- Procédés de soudage
- Soudage à l'arc électrique
- Gaz inerte pour le soudage
- La découpe laser et domaines d'application
- Métal d'apport en MIG/MAG
- Soudage : guide des techniques et applications
FAQ
- Comment souder de l'acier ?
- Comment souder l'acier galvanisé ?
- Comment souder l'aluminium ?
- Comment souder l'acier inoxydable ?
- Comment choisir le gaz à utiliser en MIG ou MAG ?
- Comment choisir le gaz à utiliser en TIG ou Plasma ?
- Comment éviter les surconsommations de gaz de soudage ?
- Utiliser un fil fourré, pourquoi ?
- Comment régler le débit de gaz en soudage ?
- Quelle est la différence entre brasage et soudage ?
- Quels sont les défauts de soudage les plus communs ?
- Quel est l'impact de la pureté du gaz de soudage et coupage ?