Gaz inerte pour le soudage
L'utilisation de procédés de soudage à l'arc électrique avec atmosphère de protection gazeuse (MIG, MAG, TIG-Plasma) est largement répandue dans la fabrication métallique. Le rôle principal du gaz de soudage est de protéger le bain de fusion de l'air, et le choix du gaz de soudage a un impact élevé sur la qualité, les coûts d'exploitation et l'environnement.
Lecture : 4 min

Quel est le rôle du gaz de soudage ?
Les principaux objectifs du gaz de protection sont :
- Protéger le métal fondu de l'atmosphère,
- Stabiliser le procédé: l'arc électrique et les modes de transfert (MIG/MAG)
Il a également un impact sur :
- Les projections et les fumées,
- La forme et la profondeur de pénétration,
- Le mouillage
- L'aspect superficiel,
- La vitesse de soudage,
- La métallurgie du bain de fusion,
- L'environnement du soudeur,
- Le coût de la pièce soudée.
Il a également un impact sur:
- La productivité
- La vitesse d’avance
- Le flux thermique
- La profondeur de pénétration
- In fine le coût de l’opération d’assemblage
- La qualité
- Les projections
- La forme du cordon
- L’aspect superficiel
- La métallurgie et les performances mécaniques finales
- L’environnement du soudeur
- La limitation d’émission de fumée
Quels gaz sont utilisés dans le soudage à l'arc électrique ?
Les différents gaz utilisables pour le soudage à l'arc sont définis par la norme ISO 14175 Consommables de soudage. Gaz de protection pour le soudage par fusion et procédés associés.
- Argon : Gaz inerte, utilisé seul ou en mélangé avec d'autres gaz.
- C'est la base de tous les mélanges
- Facile à ioniser, facilite l'amorçage
- Alternative indiscutable au CO2 pur en MAG
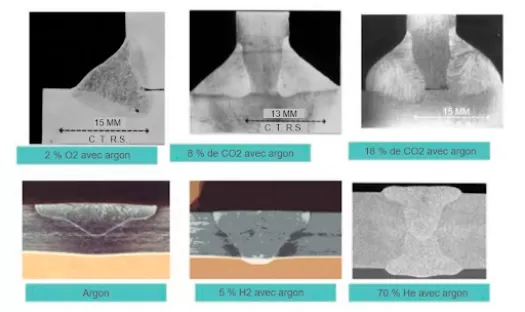
- Dioxyde de carbone : Gaz actif (réagit avec le métal en fusion), il est utilisé mélangé à l'argon, et plus rarement seul dans certains cas spécifiques
- Stabilise l’arc électrique
- Bain plus visqueux
- Forme de pénétration plus massive à haute teneur, limite l’accès à certains modes de transfert (spray) et peut engendrer plus de fumées / projections.
- Oxygène : Gaz actif (réagit avec le métal en fusion), il est utilisé à faible teneur dans l'argon
- Bain plus fluide
- Vitesse de soudage plus élevé à plat
- Meilleur mouillage et bon transfert de métal.
- Hélium : Gaz inerte, qui est généralement utilisé mélangé avec l'argon
- Densité d'énergie plus élevée (pénétration et/ou vitesse de soudage plus élevées)
- Meilleur mouillage
- Hydrogène : Gaz réducteur à forte affinité pour l'oxygène et les oxydes
- Augmente la densité énergétique
- Meilleur mouillage
- Compatible uniquement avec les aciers inoxydables austénitiques
- Azote : aux températures de l'arc électrique, il est dissocié et réagit avec le métal en fusion
- Utilisé en gaz de protection envers, parfois mélangé à de l’hydrogène
- En faible teneur pour favoriser la phase austénitique pour le soudage des aciers Duplex et Super Duplex
Avez-vous des questions sur le soudage industriel ?
Quels gaz ou mélanges de gaz sont utilisés en fonction du procédé de soudage à l'arc choisi ?
TIG/Plasma --- Tungsten Inert Gas :
- Gaz inerte pour tous les matériaux :
- Ar,
- Mélanges Ar+He
- Ajout de H2 (jusqu'à 5%) alternative pour les aciers inoxydables austénitiques
MIG --- Metal Inert Gas (fil) :
- Alliages d'aluminium, base cuivre et nickel
- Gaz inerte :
- Ar
- Mélanges Ar+He
MAG --- Metal Active Gas (fil)
Pour souder des aciers au carbone et inoxydables il faut ajouter des quantités contrôlées de gaz oxydant. Gaz rencontrés en fonction des matériaux:
- Ar
- Ar+ CO₂
- Ar+CO₂+O₂
- Ar+O₂
- CO₂
- Pour conserver de bons résultats en terme de résistance à la corrosion des aciers inoxydables, limitation à 2 % CO₂ ou O₂, pour éviter la perte de chrome
- Ajout de He pour améliorer les performances de soudage
- Ajout de H₂ alternative pour les inoxydables austénitiques.
Avez-vous des questions sur le soudage industriel ?
Découvrez nos solutions




Avez-vous des questions sur le soudage industriel ? Veuillez remplir notre formulaire de contact.
Nos experts vous répondront dans les 24 heures.
Vous voulez en savoir plus?
En savoir plus
- Soudage TIG / de métaux
- Soudage plasma
- Défauts de soudage (Matériel de soudage, matériel de soudure)
- Mélanges de gaz pour le soudage par fusion
- Procédé de brasage
- Découpe plasma
- Procédé d'arc submergé
- Soudage à l'arc plasma
- Le procédé de soudage MIG/MAG (GMAW)
- Quelle est la différence entre les procédés de soudage MIG et MAG
- Métal d'apport en MIG/MAG
- Cuivre et alliage
- Poste de soudage
- Température de fusion du métal
- Le métal d'apport
- Les cagoules et masques de soudeurs
- Torche de soudage
- Soudage par résistance
- Le procédé d'oxycoupage
- Découpe laser et domaines d'application
- Norme de soudage EN ISO 14175
- Soudage à l’arc TIG et MIG/MAG pour plombiers et chauffagistes
- Soudage à l’arc TIG pour frigoristes et climaticiens
- Fabrication de structure au soudage laser
- Procédés flamme pour frigoristes et climaticiens
- Soudage à l’arc TIG et MIG/MAG (entretien, réparation et révision générale)
- FABRICATION DE STRUCTURE - Soudage à l’arc TIG et MIG/MAG
- Soudage à l’arc TIG et MIG/MAG pour moteurs et circuits d'alimentation
- Postes oxy-acétyléniques OXYFLAM™
- Procédés de soudage
- Soudage à l'arc électrique
FAQ
- Comment souder de l'acier ?
- Comment souder l'acier galvanisé ?
- Comment souder l'aluminium ?
- Comment souder l'acier inoxydable ?
- Comment choisir le gaz à utiliser en MIG ou MAG ?
- Comment choisir le gaz à utiliser en TIG ou Plasma ?
- Comment éviter les surconsommations de gaz de soudage ?
- Utiliser un fil fourré, pourquoi ?
- Comment régler le débit de gaz en soudage ?
- Quelle est la différence entre brasage et soudage ?
- Quelle est la différence entre les procédés de soudage MIG et MAG ?
- Quels sont les défauts de soudage les plus communs ?
- Quel est l'impact de la pureté du gaz de soudage et coupage ?