Soudage Laser manuel
Le soudage laser automatique peut être opéré à partir de différentes sources : CO2, Nd:YAG, fibre. Les installations de soudage laser manuelles utilisent principalement des lasers fibre.
Lecture : 4 min

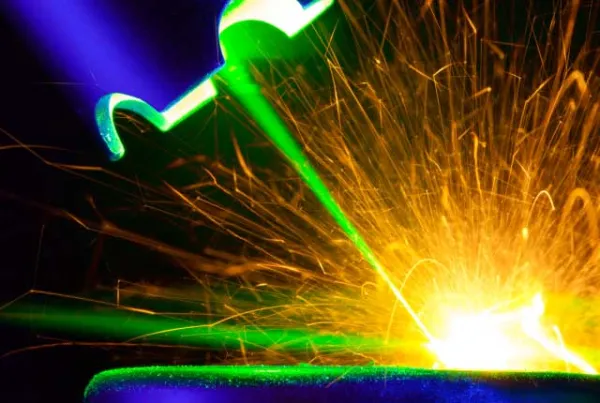
Un LASER (Light Amplification by Stimulated Emission of Radiation) est un appareil qui produit un faisceau de lumière intense, cohérent et unidirectionnel. Dans les opérations de soudage et de découpe laser, cette grande quantité d’énergie concentrée sur une très petite zone permet de chauffer rapidement les métaux à des températures très élevées. Avec le laser, il est donc possible :
- de fusionner deux pièces métalliques, de les souder en créant un cordon de soudure profond, réduit et de bel aspect, et aussi
- de découper des matériaux métalliques de différentes natures.
Contrairement aux systèmes de soudage laser automatiques, la source laser manuelle est conçue pour être utilisée manuellement par un opérateur. Le laser “fibre” est la source destinée au soudage manuel, en raison de son efficacité, de sa précision, et de son aptitude à souder divers métaux.
Vous souhaitez plus d'informations sur nos solutions gaz pour le soudage laser manuel ?
Soudage laser manuel : qualité, adaptabilité et efficacité
Le soudage laser manuel présente les avantages suivants :
- Qualité
Le soudage laser manuel permet de réaliser des soudures fines et précises, avec une faible Zone Affectée Thermiquement (ZAT). Grâce à l’apport thermique ciblé, la déformation des pièces est minimisée, contrairement au soudage à l’arc par exemple. - Adaptabilité
Les lasers fibre utilisés en soudage laser manuel sont adaptés aux métaux comme l'acier au carbone, l’acier inoxydable, l’aluminium, le cuivre et leurs alliages, aux pièces de toutes géométries et épaisseurs, dans différents secteurs industriels et de maintenance. - Efficacité
Grâce à l’apport de chaleur, conséquence de la haute densité d'énergie du faisceau laser focalisé, la vitesse de soudage est augmentée et les temps de production sont réduits. Les soudures obtenues étant de haute qualité, les tâches de parachèvement sont quasi-inexistantes. Enfin, les lasers fibre ont un rendement énergétique supérieur aux lasers CO₂.
Les atouts du soudage laser manuel par rapport au soudage traditionnel (soudage à l’arc par exemple) sont nombreux et expliquent l’essor récent de ce procédé.
Le soudage laser manuel limite les déformations et garantit une excellente qualité de soudure. La Zone Affectée Thermiquement (ZAT) est limitée, ce qui permet de prévenir les déformations ou les tensions résiduelles dans l’assemblage. Ce procédé génère une soudure propre, ce qui limite les besoins de reprise ou de finition post-soudage. Par ailleurs, le faisceau laser étant très précis et concentré, il réduit les risques de « brûler » ou d’endommager la pièce.
Le soudage laser manuel est rapide, il permet des soudures de bel aspect tout en offrant des gains de productivité significatifs. Selon les conditions de fonctionnement, le soudage laser manuel peut atteindre des vitesses jusqu'à quatre fois supérieures au soudage TIG. Enfin, le soudage laser manuel est souvent utilisé en mono-passe (en un seul passage) grâce à la pénétration et la compacité du cordon de soudure obtenu. Les tâches de parachèvement sont réduites.
Avec une source laser manuel, il est possible de souder une large gamme de métaux (même hétérogènes) : acier au carbone, acier inoxydable, alliages de cuivre, alliages d'aluminium, aciers faiblement et fortement alliés, tôles galvanisées etc., d’épaisseurs variables (épaisses ou fines).
C’est pourquoi le soudage laser manuel est adapté à de nombreuses applications aussi bien dans de petites structures (artisans, PME etc.) que dans de grandes entreprises (aéronautique, automobile, tôlerie fine etc.), dans des ateliers de fabrication métallique ou en maintenance industrielle.
Les équipements de soudage laser manuel permettent d’obtenir des soudures de haute qualité avec une formation certes simple, mais impérative sur les aspects sécurité : la lumière laser utilisée dans les équipements de soudage au laser est invisible pour l'œil humain, le danger n’est pas apparent.
Vous souhaitez plus d'informations sur nos solutions gaz pour le soudage laser manuel ?
Soudage laser manuel : simplicité d’utilisation
L’atout principal du soudage laser manuel est qu’il peut être accessible à des opérateurs sans grande expérience en soudage. De nombreux fabricants laser manuel ont conçu leurs systèmes pour être facile d’utilisation, avec des commandes intuitives et des fonctions d’assistance qui simplifient leur apprentissage.
Un opérateur peut devenir rapidement autonome en soudage laser manuel. Les systèmes de soudage laser manuel sont souvent dotés de fonctions de réglage simples des paramètres (puissance du laser, vitesse de fil etc.). Des modes automatiques ou préréglés pour différents types de matériaux sont souvent intégrés.
Pour des soudeurs non expérimentés ou déjà expérimentés sur d’autres procédés de soudage traditionnel, la formation peut être rapide, car le procédé est plus intuitif que le soudage à l’arc par exemple. Néanmoins la formation doit impérativement inclure la sécurité de la mise en œuvre des lasers de classe 4. Les dispositifs de soudage laser manuel présentent des risques dont il faut se prémunir : le risque est invisible, les rayonnements qu'émettent les faisceaux laser sont dangereux, même à des dizaines de mètres de distance. En soudage laser manuel, il est donc impératif d’observer les consignes de sécurité.
Souder en toute sécurité avec une source laser manuelle
Souder en toute sécurité avec une installation de soudage laser manuelle signifie avoir connaissance des risques liés à l’utilisation d'un laser de classe 4 et adopter les mesures de sécurité adaptées, conformément à la réglementation en vigueur. Une grande partie du rayonnement laser qui frappe la pièce peut être réfléchie dans l’environnement, ce qui crée des risques pour les opérateurs. La lumière laser utilisée dans les équipements de soudage laser se situe souvent dans la plage de l'infrarouge-A et est donc invisible pour l'œil humain, rendant le danger moins facilement détectable. Cette réflexion non visible représente un risque important, car elle peut exposer les personnels d’un atelier à une lumière laser nocive sans signe évident de danger immédiat.
Le soudage laser (manuel ou automatique) exige une protection rigoureuse en raison des risques associés aux faisceaux laser, notamment pour les yeux et la peau. La directive européenne 2006/25/CE fixe des obligations aux employeurs sur l’utilisation des Rayonnements Optiques Artificiels (ROA) qui incluent les rayonnements électromagnétiques allant de l’ultraviolet à l’infrarouge en passant par le visible et qu’ils soient cohérents ou non. Les longueurs d’onde des rayonnements optiques sont comprises entre 100 nm et 1 mm.
Les opérateurs de soudage laser doivent être équipés d’EPI (Equipements de Protection Individuelle) :
- Le port de lunettes protectrices est donc obligatoire. La densité optique (DO) des lunettes doit être supérieure à 7 pour garantir une protection optimale.
- En complément, le casque de soudage “laser” est conçu pour filtrer la lumière laser infrarouge et protéger également contre les exceptionnelles projections et la chaleur.
- Les vêtements résistants à la chaleur sont essentiels pour protéger la peau des brûlures dues à la lumière réfléchie ou aux étincelles.
Les zones de soudage doivent être sécurisées et contrôlées pour empêcher l'exposition accidentelle au faisceau laser pendant les opérations de soudage.
- Des équipements spécifiques sont à prévoir : des rideaux “laser”, des murs en aluminium anodisé ou des cabines fermées. Il est nécessaire que l’enceinte où est effectuée l’opération de soudage soit la plus étanche possible à la lumière. Ces installations doivent être conformes aux normes des lasers de classe 4.
- Une signalisation sécurité “Laser” est également nécessaire pour signaler les dangers dans la zone de travail. Celle-ci doit comporter des symboles de danger et des informations sur la classe du laser et la puissance.
- En outre, afin de couvrir les obligations légales des Directives 2006/25/CE et 2006/42/CE, chaque site utilisant des lasers de classe 4 doit désigner un agent de sécurité laser (Laser Safety Officer). Ce responsable (dûment formé) doit superviser la mise en œuvre des mesures de sécurité et assurer une surveillance continue.
| Type | Risques | Mesures de sécurité à adopter |
|---|---|---|
| LASER Classe 4 |
|
|
Vous souhaitez plus d'informations sur nos solutions gaz pour le soudage laser manuel ?
La gamme Air Liquide de gaz de soudage
Soudage laser manuel : l’argon est polyvalent !
En soudage laser manuel, l’argon est polyvalent pour tous les matériaux, et vous permettra d’obtenir des soudures d’excellente qualité, répondant à un haut niveau d’exigence. Air Liquide vous propose l’ARCAL™ Prime, un argon pur à plus de 99.998%, conforme à la norme ISO 14175-I1-Ar, avec un très faible niveau d’impuretés en H2O, O2 et N2.
L’azote peut également, dans certaines conditions, être un choix possible pour le soudage laser manuel.
Air Liquide, expert en gaz et solutions pour le soudage industriel, peut vous conseiller sur la sélection du gaz adapté.
La gamme de gaz pour soudage sous flux gazeux : ARCAL™
Air Liquide fournit une gamme de gaz de protection adaptés à tous les procédés de soudage sous flux gazeux et à tous les matériaux : ARCAL™. Les gaz ARCAL™ offrent une protection optimale du bain de fusion, réduisent l'oxydation du cordon de soudure et permettent d'obtenir des joints de bel aspect, en réduisant fortement les projections et les défauts.
ARCAL™ propose deux gammes de produits adaptées à toutes vos exigences de soudage à l'arc :
- Notre gamme Référence comprend 4 gaz/mélanges Argon et CO2 pour satisfaire 100% de vos exigences quotidiennes de soudage à l'arc.
- Notre gamme Technique est composée de 17 mélanges à base d'argon, adaptés à vos exigences spécifiques de soudage professionnel.
Le choix du gaz de protection varie en fonction du procédé utilisé (TIG, MIG/MAG, plasma, laser), du métal à souder et des performances attendues. Air Liquide, expert en gaz et solutions pour le soudage, peut vous conseiller sur tous les types de soudage sous flux gazeux. Pour des soudures de qualité optimale, la gamme ARCAL™ d'Air Liquide vous offre les gaz adaptés à tous vos besoins.
Les gaz ARCAL™ sont disponibles en différents formats de bouteilles.
Pour plus de productivité et d'ergonomie, choisissez le format COMPACT !
ARCAL™ Prime, le gaz optimal pour le soudage laser manuel est aussi disponible en format COMPACT.
COMPACT, c’est le nouveau format de bouteilles de gaz innovant, sécurisant et polyvalent adapté à tous les travaux de soudage en atelier ou sur chantier. Les bouteilles COMPACT sont spécialement conçues pour améliorer l’efficacité de vos travaux de soudage et la qualité de vie au travail des soudeurs. Grâce à la technologie 300b, les bouteilles COMPACT contiennent plus de gaz que les bouteilles standard. Vous soudez plus longtemps avec une même bouteille.
COMPACT est une gamme de bouteilles d’un format ergonomique, disponible en 3 tailles, adaptées à tous vos besoins en gaz : 50 litres (15,1 m3 pour ARCAL™ Prime), 33 litres (10 m3 pour ARCAL™ Prime), 13 litres (3,8 m3 pour ARCAL™ Prime). COMPACT est aussi disponible en cadres.
COMPACT est une gamme de bouteilles équipées d’un détendeur intégré nouvelle génération, EXELTOP™, le meilleur détendeur intégré du marché (double détente).
La gamme de gaz de soudage ARCAL™ est disponible en format COMPACT,. Pour tous vos procédés de soudage (TIG, MAG, manuel, auto …) , avec les gaz et mélanges ARCAL™ vous obtenez une protection optimale de tous les matériaux (acier, alu, alliages ..), et des cordons de soudure parfaits.
Découvrez COMPACT.
Pour les lasers CO2 : choisissez la gamme de gaz LASAL™ d’Air Liquide
La gamme LASAL™ est conçue pour les machines laser automatiques (source CO2) et pour les procédés de soudage et découpe laser.
La gamme LASAL™ est composée de :
- gaz lasants, qui alimentent la source laser et participent à la génération du faisceau laser,
- gaz d’assistance (ou process) utilisés au point d’interaction entre le faisceau laser et le métal à souder/découper.
- Gaz lasants :
Les machines laser équipées d’un mélangeur intégré peuvent utiliser les gaz lasants LASAL™ 1 (azote), LASAL™ 2 (dioxyde de carbone), LASAL™ 4 (hélium).
D’autres machines laser doivent être alimentées par des mélanges spécifiques (prémix) répondant aux exigences strictes de composition établies par les fabricants de lasers. Au fil des années, Air Liquide a conçu une large gamme de mélanges lasants adaptés aux spécifications indiquées par les principaux fabricants de machines lasers automatiques.
- Gaz d’assistance (ou process) :
Les gaz d’assistance (ou process) sont à choisir en fonction du procédé et du matériau. L’utilisation de ces gaz d’assistance augmente la performance de la machine laser et réduit les coûts de production. Par exemple, LASAL™ 2001 (azote) sera utilisé pour la découpe HP (High Pressure) d’aciers inoxydables et LASAL™ 2003 (oxygène) sera utilisé pour la découpe d’acier au carbone.
Les gaz lasants de la gamme LASAL™ sont disponibles en bouteilles et les gaz d’assistance (ou process) sont disponibles en cadres en en liquide.
Découvrez la gamme de gaz LASAL™.
Vous souhaitez plus d'informations sur nos solutions gaz pour le soudage laser manuel ?
Découvrez nos solutions



Avez-vous des questions sur le soudage laser manuel ? Veuillez remplir notre formulaire de contact.
Nos experts vous répondront dans les plus brefs délais.
En savoir plus
- Soudage TIG
- Gaz de découpe et soudage laser
- L’expertise soudage : Se former pour être capable de forger l’avenir
- Gaz de soudage à l'arc : Argon et mélanges Argon CO₂
- Souder et couper à la flamme oxyacétylénique avec Air Liquide
- Comment choisir le gaz à utiliser en MIG, MAG ou TIG ?
- Quels sont les avantages du soudage ?
- Maîtriser la vitesse de soudage
- Soudage oxyacétylénique
- L'utilisation de robots dans le soudage
- Soudage orbital TIG : précision et qualité pour des assemblages parfaits
- Quels sont les principaux types de soudage sous flux gazeux ?
- Contrôle de la qualité du soudage
- Qu'est-ce que le soudage par points ?
- Soudage manuel
- Les postes à souder : un guide complet
- Soudage à l'arc sous protection gazeuse
- Soudage à l'électrode enrobée (MMA)
- Maîtrisez le soudage TIG Lift avec Air Liquide
- Le cordon de soudure TIG, élément clé d’un assemblage
- Baguette de soudage TIG : le guide complet pour un soudage de qualité
- Les différentes positions de soudage
- Guide du soudeur à l’arc (sous protection gazeuse)
- Facteur de marche, paramètre essentiel de votre processus de soudage
- Les soudures visibles en MIG/MAG : un enjeu d'esthétique et de qualité
- Tension de soudage en MIG/MAG
- Applications du soudage MIG/MAG
- Qu'est-ce qu'une torche TIG ?
- Quelles différences entre le soudage MIG/MAG, TIG et MMA ?
- Soudage TIG automatique
- Électrodes Tungstène pour le soudage TIG
- La soudure de tôle fine : un défi industriel
- Gaz de soudage
- Comment souder de l’acier ?
- Comment souder l’acier inoxydable ?
- Le procédé d’arc submergé
- Le soudage à l’arc plasma
- Les principaux défauts de soudage
- Quelle est la différence entre les procédés de soudage MIG et MAG ?
- Comment souder l’aluminium ?