
Soudage hybride au laser, soudage hybride laser-MAG
Le procédé de soudage hybride au laser combine les avantages du soudage au laser et du soudage MSG. Le faisceau laser assure une pénétration profonde (soudage profond avec une faible énergie linéaire), tandis que l'utilisation d'une électrode MSG (matériau d'apport pour le remplissage du joint de soudure) permet de compenser les tolérances d'écartement. Cela permet une augmentation considérable de la productivité dans de nombreux domaines, notamment dans la construction automobile, les pipelines et la construction de réservoirs.
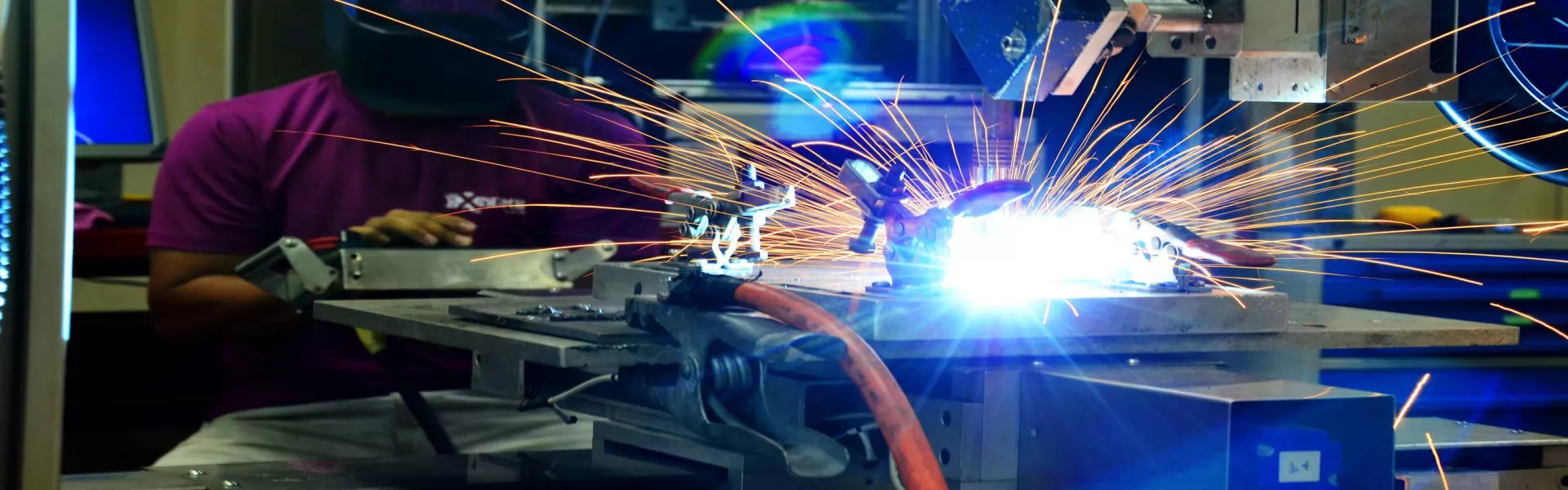
Automatisation du soudage hybride au laser
Grâce au procédé de soudage hybride au laser, le volume de soudure nécessaire à l'assemblage par soudage peut ainsi réduire considérablement le nombre de passes de soudage nécessaires pour un assemblage, une seule passe de soudage étant souvent suffisante. Alors que le laser assure un soudage profond, le procédé MSG permet un bon pontage des écarts et réduit les exigences en matière de préparation des joints.
Le soudage hybride laser-MSG combine les avantages de deux procédés.
Le procédé MSG est un procédé à arc électrique qui nécessite peu d'investissements et constitue une source d'énergie efficace. Le matériau d'apport assure d'une part un meilleur pontage des écarts, la compensation des tolérances des composants, la minimisation des efforts de préparation des joints et d'autre part une influence ciblée sur la structure du cordon de soudure.
Le laser permet d'obtenir un rapport profondeur/largeur de soudure élevé/soudage en profondeur, d'augmenter la vitesse de soudage tout en réduisant la contrainte thermique sur les composants. Cela réduit les pertes de résistance dans la zone affectée thermiquement et le gauchissement thermique.
Le soudage hybride MSG-laser peut être adapté relativement facilement à des processus automatisés éprouvés tels que les robots de soudage et les systèmes linéaires. Il s'agit d'un procédé qui s'est imposé dans la construction navale, l'industrie automobile, les transports, la construction de véhicules et la construction de réservoirs. Le soudage hybride MSG-laser présente un fort potentiel et est très demandé sur le marché.
Domaines d'application du procédé de soudage laser hybride
La combinaison ciblée des technologies de soudage laser-arc électrique des procédés dits hybrides présente de nombreux avantages, comme le montre leur utilisation dans une multitude d'applications industrielles, par exemple dans les domaines suivants :
- Construction navale
- Construction de pipelines
- Construction de réservoirs et de citernes
- Transport et circulation
- Énergie
- Construction
Gaz de protection/gaz de procédé pour le soudage hybride laser
Les gaz de protection ou gaz de procédé adaptés à l'application permettent d'exploiter pleinement le potentiel des procédés hybrides laser-arc. Les aspects suivants doivent être pris en compte pour choisir les gaz de protection ou gaz de procédé appropriés :
- Fenêtre de processus technique en termes de formation de plasma, tendance au plasma lors du laser
- Stabilité de l'arc et transfert de matière lors du processus à l'arc
- Matériaux, composition des alliages, structure et état de surface
- Longueur d'onde et puissance du laser
- Épaisseur des composants et géométrie d'assemblage
Les solutions de gaz de protection/gaz de procédé adaptées au matériau et au laser peuvent, outre la stabilité des prix, avoir une influence considérable sur le résultat de soudage obtenu en termes de forme de pénétration, de surface de soudure, de qualité de soudure, de vitesse de soudage et de consommation de gaz de protection.
L'utilisation ciblée des propriétés physico-chimiques du gaz de protection peut influencer considérablement la qualité et la productivité du procédé de soudage hybride arc-laser en termes d'apport d'énergie, de géométrie de pénétration, de soudage en profondeur, de réduction des pores et des projections.
Le soudage hybride laser combine la productivité du soudage laser, le soudage profond et rapide et le métal d'apport du soudage MIG/MAG pour combler et compenser les tolérances dans le joint et l'écart de soudure.
Cela permet de tirer parti des avantages du soudage laser pour les composants plus épais, comme dans la construction navale, la construction de réservoirs ou la construction de grues. Dans le même temps, les volumes de soudure nécessaires, tels que le temps de soudage et la charge thermique des composants, sont considérablement réduits.
Dans ces processus hautement automatisés, les gaz de protection peuvent considérablement améliorer la stabilité du processus, la productivité et la qualité des cordons de soudure, tout en réduisant considérablement les retouches et les temps d'arrêt des installations.